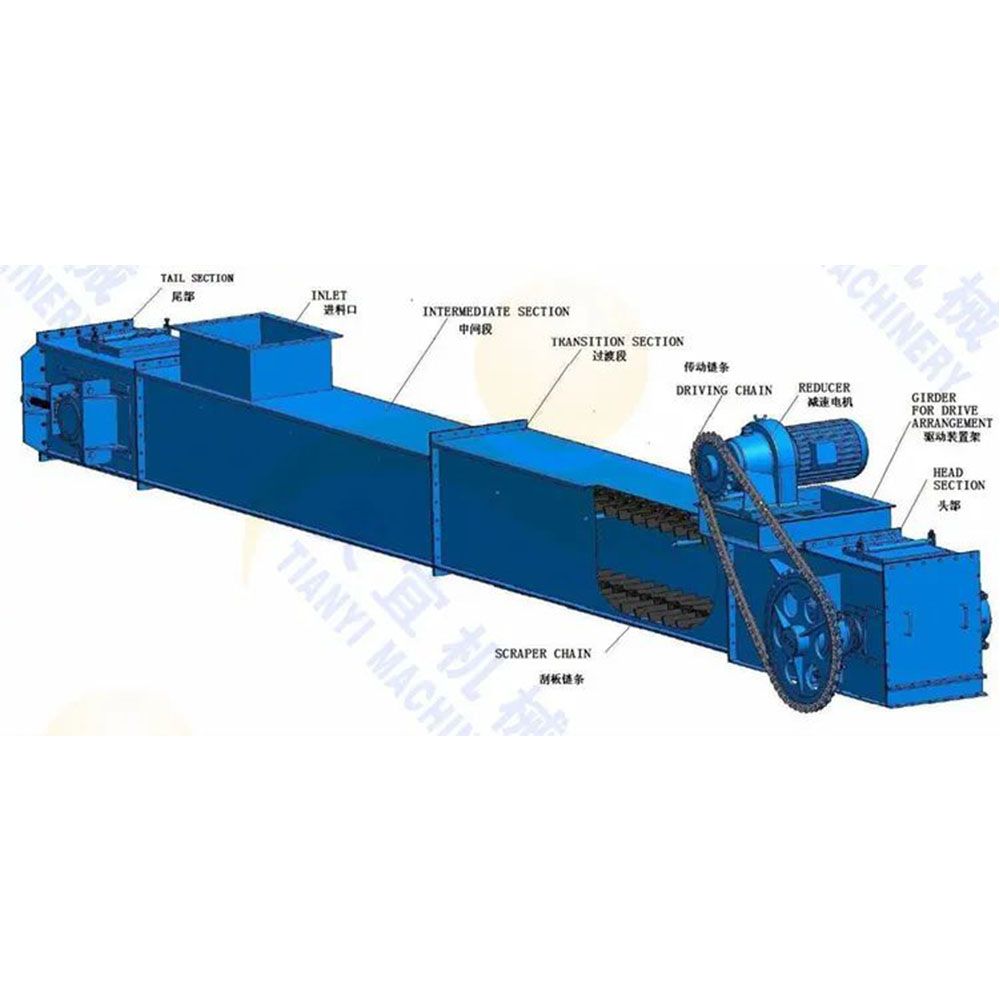
En-masse chain conveyors (also known as scraper conveyors or drag chain conveyors) for horizontal, inclined, and vertical bulk material transport. Uses scraper chains in closed rectangular casings for reliable, dust-free conveying.
| Model Series | MS (horizontal), MC (inclined), MZ (vertical / Z-type) |
|---|---|
| Casing Width | 160, 200, 250, 320, 400, 500, 630, 800, 1000 mm |
| Conveying Capacity | 6 – 500 t/h (material-dependent) |
| Chain Speed | 0.08 – 0.5 m/s |
| Max Conveying Length | Up to 80 m (horizontal) |
| Max Lifting Height | Up to 40 m (vertical) |
| Chain Type | Welded link chain; forged chain; cast chain (material-specific selection) |
| Casing Material | Carbon steel (standard); wear-resistant steel liner (optional); stainless steel (optional) |
| Inlet/Outlet | Multiple feeding and discharge points configurable |
| Certification | ISO 9001; National High-Tech Enterprise; "Hubei Boutique" Certified |
Fully enclosed rectangular casing prevents material spillage and dust emissions. Meets strict environmental regulations for clean workplace operation.
Flexible layout with configurable feed and discharge points along the casing. Ideal for complex process routes requiring intermediate material handling.
Wear-resistant chain designs and optional heat-resistant liners for conveying abrasive materials (ash, slag, clinker) and high-temperature applications.
Bidirectional conveying capability allows material transport in either direction, adding flexibility to process layout and system design.
Simple chain-and-sprocket drive mechanism with easy-to-replace wear parts. Inspection ports along the casing for quick access without disassembly.
Small cross-section profile compared to belt conveyors of equivalent capacity. Fits into tight spaces and multi-level plant layouts.
Coal feeding to boilers, bottom ash removal, fly ash conveying in thermal power plants. Withstands abrasive ash and high-temperature environments.
Raw meal, clinker, and cement powder conveying between process stages. Sealed design prevents material loss and contamination.
Safe, sealed transport of chemical powders and granular materials including soda ash, carbon black, pigments, and catalysts.
Gentle en-masse conveying for grain, oilseeds, and biomass materials. Low material degradation compared to pneumatic systems.
Handling of wood chips, rice husk, bagasse, and other biomass fuels. Explosion-proof configurations available for combustible dust.
RDF (refuse-derived fuel) and MSW conveying with heavy-duty chain designs for irregular, bulky, and abrasive waste materials.
Tell us your material type, capacity, conveying path, and operating conditions. Our engineering team will provide a tailored proposal within 24 hours.
Get Your Quote Now